 發送郵(yóu)件
發送郵(yóu)件
 在(zai)線咨詢(xun)
在(zai)線咨詢(xun)
158 1766 5888

158 1766 5888

聯系人(rén):
聯系人(rén):
地址:東(dōng)莞市塘(táng)廈鎮科(kē)苑城鹿(lu)苑路(天(tiān)倫科技(jì)園)109号9棟(dòng)一樓
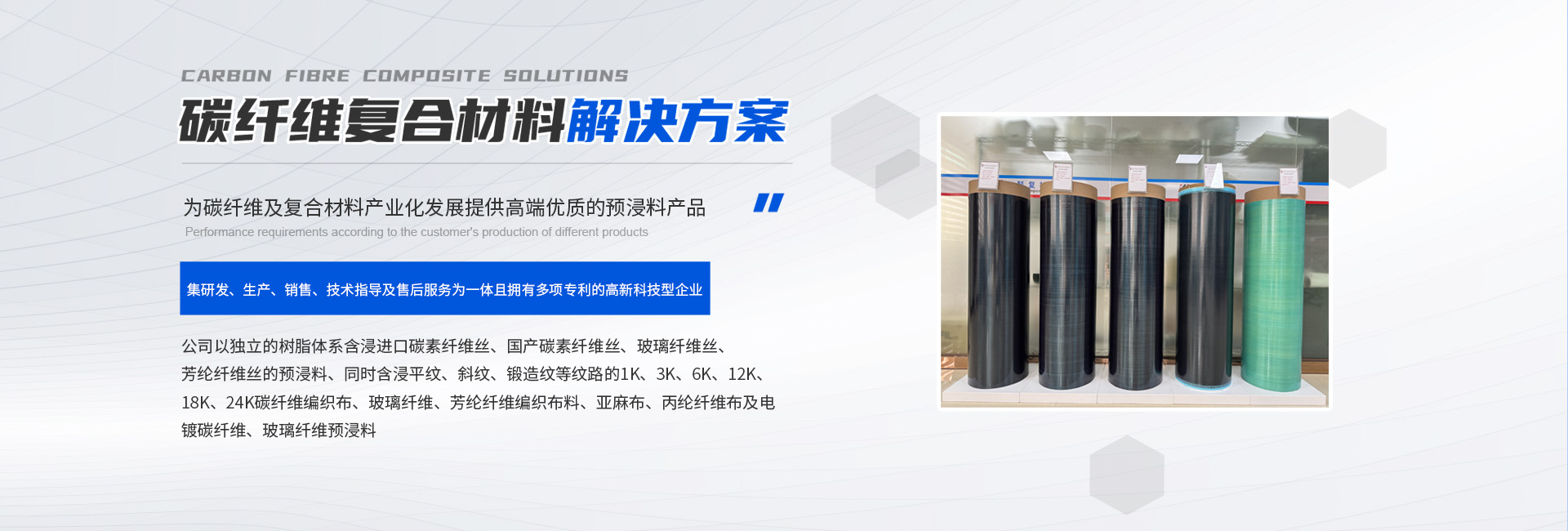
産(chan)品展示(shì)
環氧樹(shù)脂系列(liè) 預浸料(liao) 更多産(chan)品關于(yú)我們
公(gōng)司簡介(jie) 企業形(xing)象 資質(zhì)證書 應(yīng)用領域(yu)
微信号(hào)

小程序(xu)

公衆号(hao)
•
•